

NEWS
Follow Huashenghang's latest consultation
Dry goods | Basic principle of SLA 3D printing technology: advantages, disadvantages and limitations
As a way of 3D printing and molding, SLA has been accepted by the public and widely used in many fields because of its diversified materials and low price. Today, we will introduce the basic principles of SLA 3D printing technology to understand the advantages, disadvantages and limitations of SLA printing.
What is an SLA?
Stereolithography (SLA) is a kind of additive manufacturing process, which belongs to the groove light curing family. In SLA, the model is formed by selectively curing polymer resin layer by layer using ultraviolet (UV) laser beam. The material used in SLA is liquid photosensitive thermosetting polymer.
As the first 3D printing technology, SLA became famous very early. Its inventor applied for a patent for this technology as early as 1986. If the model needs high-precision or smooth surface, SLA is the most cost-effective 3D printing technology. When you fully understand the advantages, disadvantages and limitations of the manufacturing process, you can print the best results.
SLA and digital light processing technology (DLP) have many things in common, and DLP is another kind of slot light curing printing technology. In short, these two technologies can be regarded as one technology.
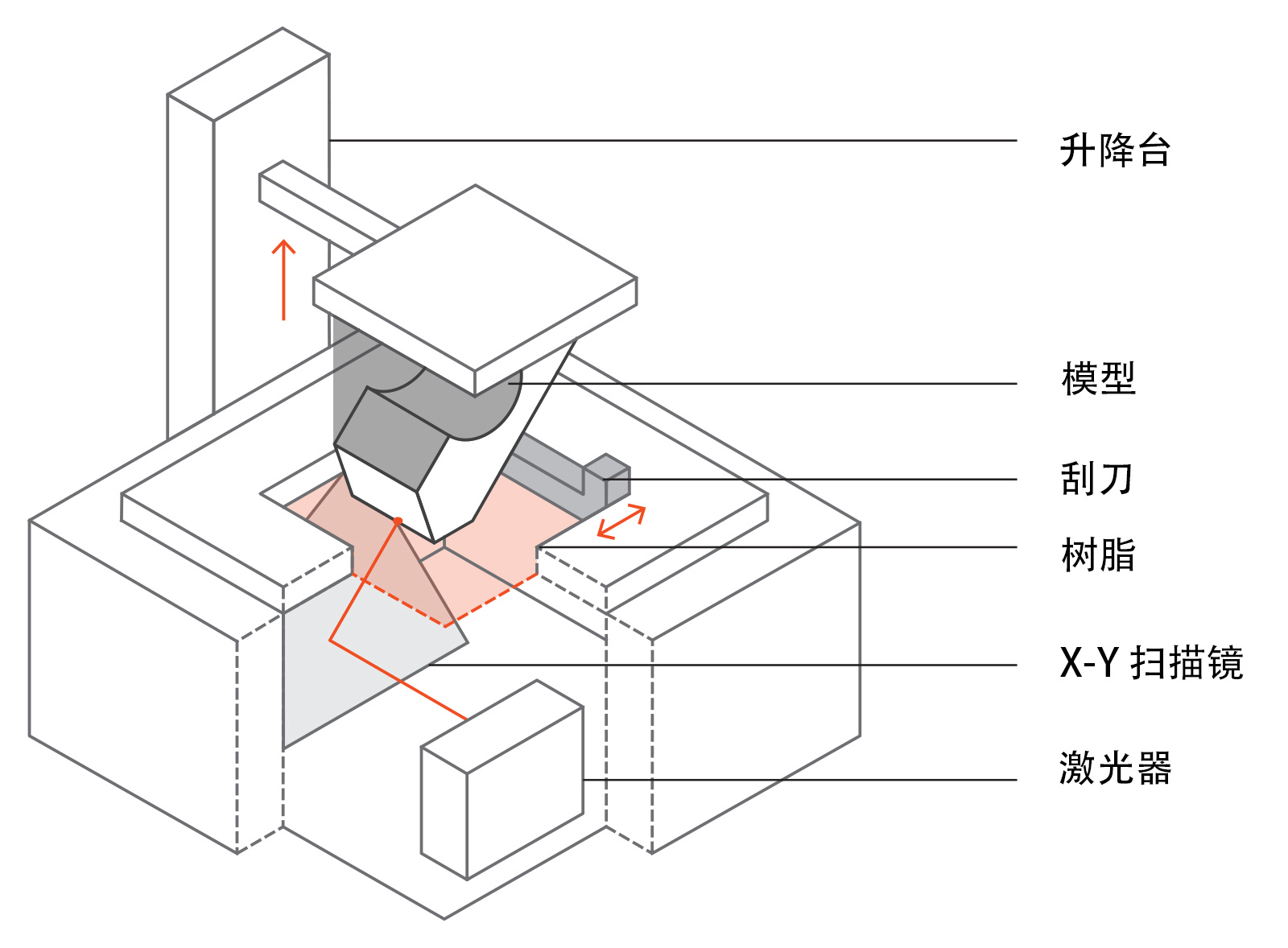
How SLA works
The molding platform is fixed in the liquid resin tank, and the height is one layer from the liquid surface.
UV laser can selectively cure photopolymer resin and print layer by layer. The laser beam is focused on the set path through a set of mirrors called galvos. Scan the entire cross section of the model to solidify the printed part.
When a layer of printing is completed, the forming platform moves to a safe distance, and the scraper covers the surface with a new layer. Repeat this process until the model is printed.
After printing, the model is in a soft and incompletely solidified state. If higher mechanical and thermal properties are required, further post-treatment under ultraviolet light is required.
The liquid resin is cured by a process called photopolymerization: during the curing process, the monomer carbon chain of the liquid resin is changed into a solid by ultraviolet laser. The process of photopolymerization is irreversible, and SLA model cannot be reduced to liquid: when heated, they will burn rather than melt. This is because the materials produced by SLA are made of thermosetting polymers rather than the hot-melt plastics used by FDM.
Printer parameters
In the SLA system, most printer parameters are fixed by the manufacturer and cannot be changed. The only customization is the floor height and model direction (the latter determines the support position).
The layer thickness in SLA is between 25 and 100 microns. Thin layer thickness can more accurately capture curve geometry, but it will increase the printing time (and cost) and the printing failure rate. A layer thickness of 100 microns is suitable for most common software.
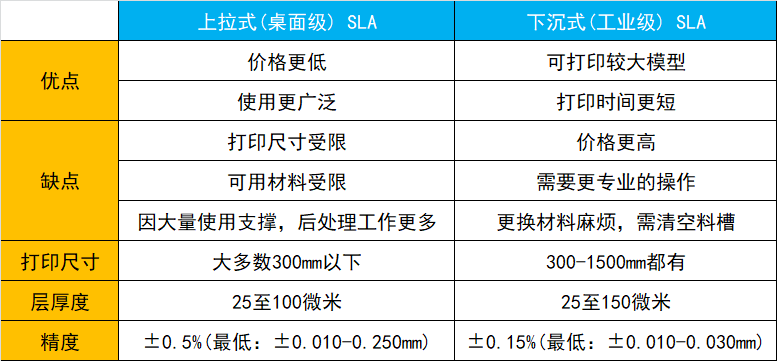
Print size is another important parameter. The print size depends on the type of SLA machine. There are two main types of SLA machines: sunken and pull-up.
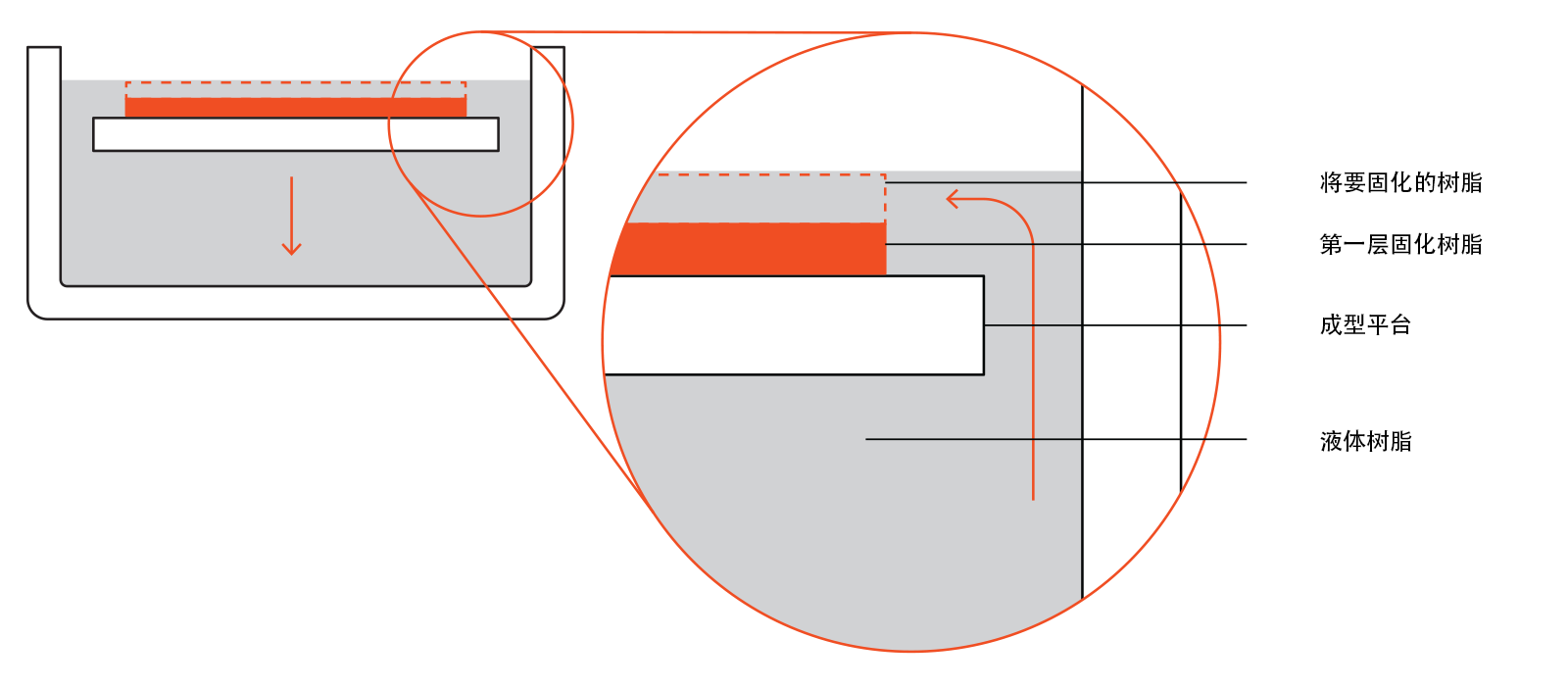
The sunken SLA printer places the laser light source above the chute, with the model facing up. The forming platform starts from the top of the resin tank and moves downward after each layer is formed.
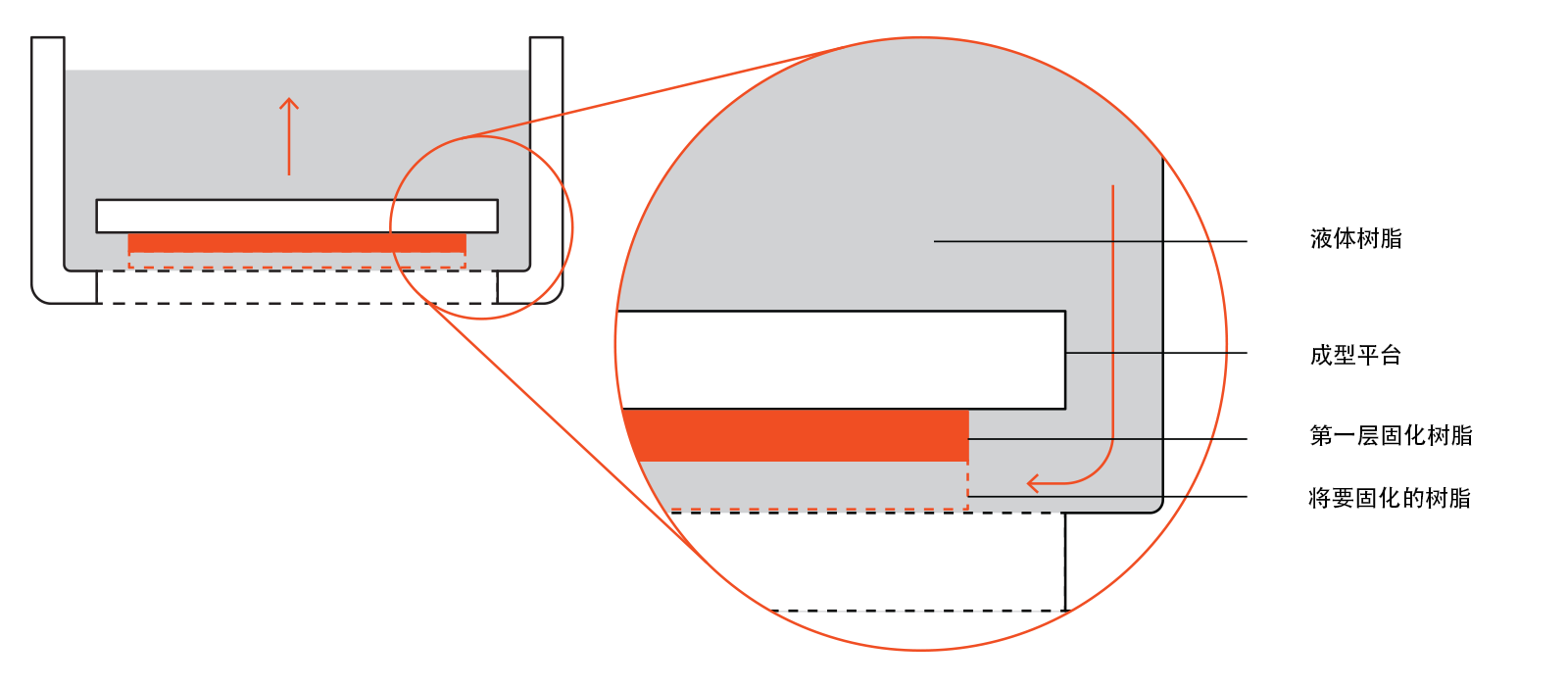
The pull-up SLA printer places the light source under the resin tank, and the model is shaped downward. The bottom of the trough is transparent, with a silicone coating. The coating allows the laser to pass through and the curing resin does not stick to the bottom of the trough. After each layer is formed, the cured resin is separated from the tank bottom and moves up with the forming platform. This step is stripping.
The pull-up type is mainly used for desktop printers, while the sinking type is usually used for industrial SLA systems. Pull-up SLA printers are easier to produce and operate, but their print size is very limited because the pulling force in the stripping process may cause printing failure. The sinking printer can be compatible with very large print size, and the accuracy will not have a big deviation, but the price is very expensive.
The following table summarizes the main characteristics and differences of the two methods:
Support structure
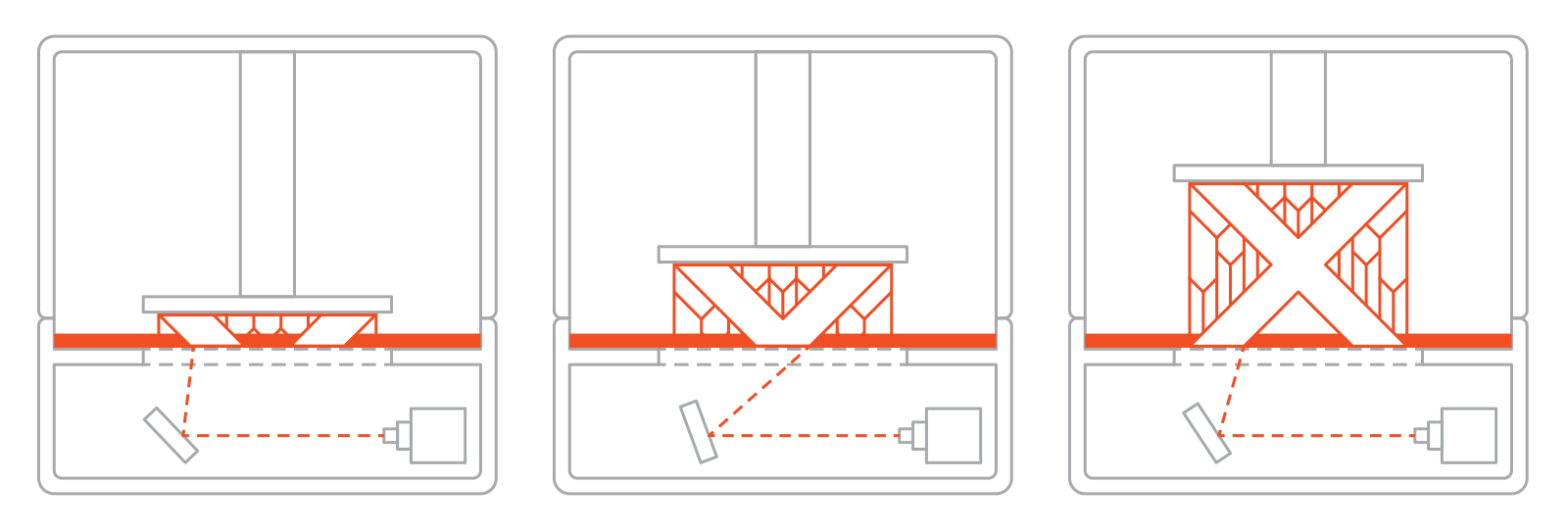
SLA printing always requires supporting structure. The supporting structure is printed with the same material as the model, and must be removed manually after printing. The model direction determines the position and number of supports. The model direction shall be reasonably placed to ensure that the display surface with important beauty will not touch the supporting structure.
Pull-up and sinking SLA printers use different supports:
In sinking SLA printing, support addition is similar to FDM. The suspension and bridge span need to be accurately printed (the critical suspension angle is usually 30 °). The model can be placed in any direction, but it is usually flat to minimize the number of supported layers and the total number of layers.
In pull-up SLA printing, the situation is much more complicated. Suspension and span bridges still need to be supported, but it is important to minimize the cross-sectional area of each layer: the force applied to the model during the stripping process may cause it to separate from the forming platform. These forces are proportional to the cross-sectional area of each layer. Therefore, it is not so important that the model should be oriented to a certain angle.
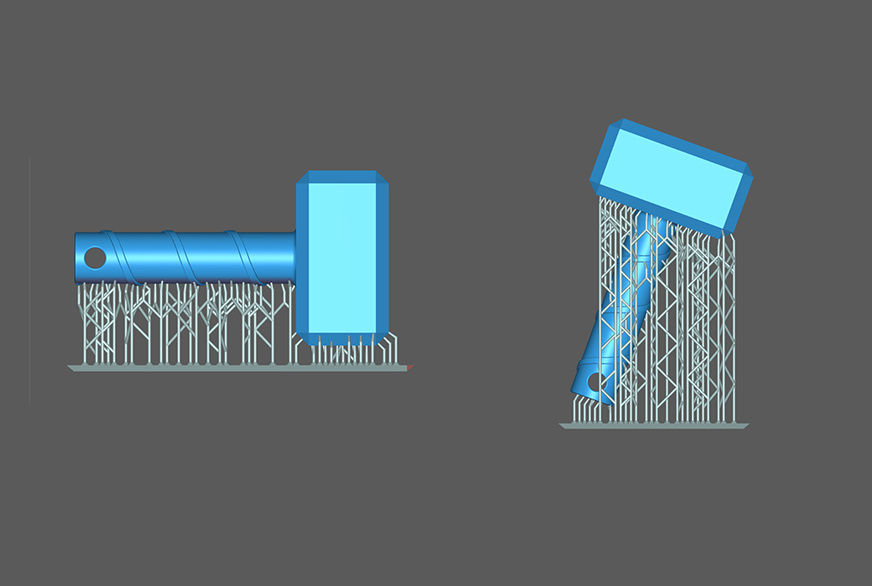
Left, placement direction of sinking SLA printer model (reduce support)
Right, pull-up SLA printer model placement (reduce cross-sectional area)

Curl
The model printed through SLA may have a big problem that is curling. Curling is similar to the warping in FDM.
During curing, the resin will shrink slightly when exposed to the light source of the printer. When the shrinkage is large, there will be large internal stress between the new layer and the original solidified material, which will lead to the curl of the model.
Welding
SLA printed models have equal mechanical properties. This is because a single UV laser irradiation is not enough to completely cure the liquid resin. Then the laser is irradiated again to solidify the previous curing layer to a very dense degree. in fact:
In SLA, curing continues even after printing.
In order to obtain the best mechanical properties, SLA models must be post-cured and can be placed in a curing box under strong light (sometimes at high temperature). This greatly improves the hardness and temperature resistance of SLA parts, but also makes them more fragile.
For example, after post-curing, the tensile strength of the standard transparent resin model printed with SLA desktop printer has almost doubled (from 38MPa to 65MPa), and the temperature resistance has also increased (from 42 ℃ to 58 ℃), but the elongation at break has also decreased to almost half of the previous one (12% to 6.2%).
Placing the model in the sun will also accelerate the curing. However, long-term exposure to ultraviolet light will have harmful effects on the physical performance and appearance of SLA model: it may curl, become very fragile and discolor. Therefore, it is recommended to spray a layer of transparent ultraviolet acrylic paint before drying.
Common SLA materials
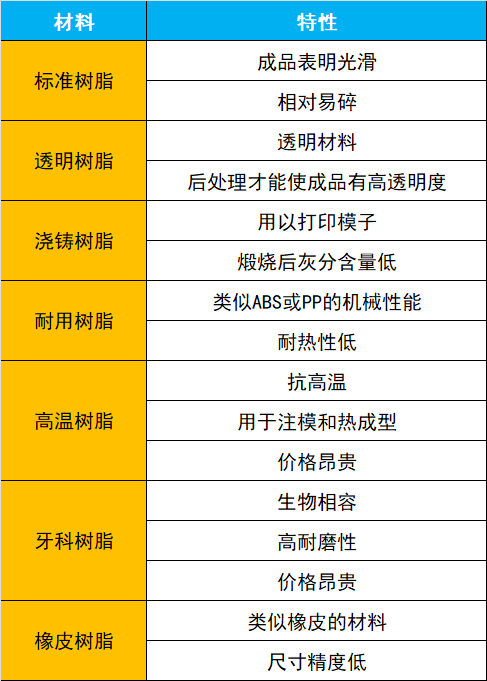
SLA material is liquid resin. The price of each liter of resin varies greatly. The cheap ones are about $50 standard materials, and the expensive ones are more than $400 special materials, such as castables or dental resins. The selection of industrial system materials is more extensive than desktop and SLA printers, which can better control the mechanical properties of the model.
SLA materials (thermosetting materials) are more fragile than FDM or SLS (thermoplastic) materials, so SLA models can not be used to withstand large loads. Of course, the progress of materials in the future may change this point.
The following table summarizes the advantages and disadvantages of common resins:
Reprocessing
SLA model can obtain very high quality through various post-processing methods, such as sanding, polishing, spraying coating and using mineral oil.
Various effects of post-treatment of transparent resin outer layer. From left to right: remove support, water grinding, anti-UV coating, polishing
Advantages and limitations of SLA
The main advantages and disadvantages of SLA are summarized as follows:
SLA can produce parts with very high dimensional accuracy and complex details.
SLA model has high surface finish.
SLA can use special materials, such as transparent, flexible, casting resin, etc.
SLA components are usually fragile and not suitable for functional applications.
When the SLA model is exposed to the sun, its mechanical properties and appearance will deteriorate over time.
Support is always required, and post-processing is required to remove the marks left by support.
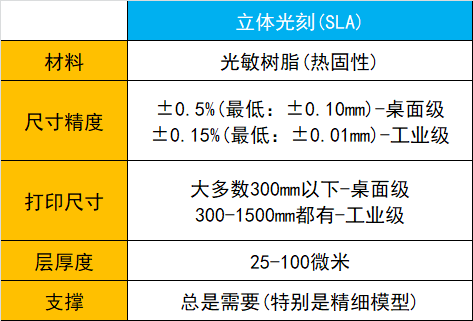
The main characteristics of SLA are summarized in the following table:

Dongguan Headquarters:
Chanhon (Dongguan) Additive Manufacturing Technology Co., Ltd
Address: No. 4, Nantianping Road, Houjie Town, Dongguan City, Guangdong Province, China
Copyright © 2022 Chuanghong (Dongguan) Additive Manufacturing Technology Co., Ltd 粤公网安备 44190002006360号 粤ICP备2021029662号 SEO
Powered by:300.cn